New Lathe, The Wabeco D4000E
There are many different versions of the mini lathe, and they are sold in great numbers. This mini lathe is different.

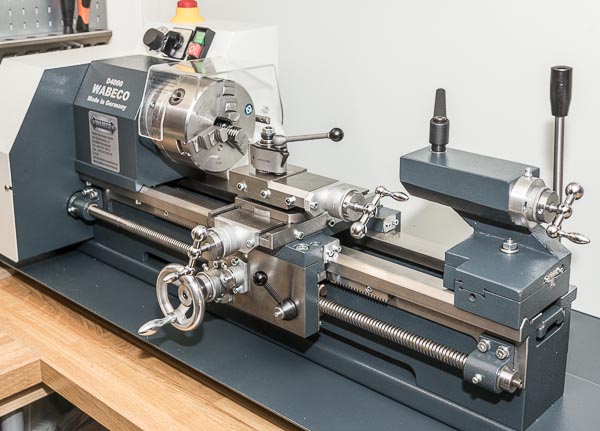
It's "Made in Germany", it's 8x14 capacity is slightly larger than the typical 7x11 mini lathe, at 80 kg it weighs almost twice as much as a small mini lathe, it has more than twice the horsepower, and it has just perfect fit and finish. It's the Wabeco D4000E.
Here, in Europe, it's only about twice the cost of a decent quality "import" mini lathe, such as the Opti D 180x300 Vario, but with that additional €1000 comes all of the above: Increased work capacity, twice the horsepower, much much lower low rpm (30 vs 150), and perfect fit and finish. And, most important of all when running a business, no need to spend a full working day or more cleaning and tweaking it to get an actual working machine.
Many will also rightly claim that this is still just a flyweight lathe that isn't capable of any serious work. And that's entirely true, but for my prototype shop I only ever need turn things that are 25mm/1" OD, and no more than 10-15cm/4-5" long. And for that it seems just perfect :-)
The 5000rpm of it's significant older brother, the D6000HS, would have been very nice for improved surface finish in aluminium, but not nearly enough to justify the 2x in cost for the D6000HS when much the same result can often be achieved with a piece emery cloth.
It has a 20mm spindle bore, and here is shown fitted with the 5" 3-jaw chuck it came with. I used this for my initial tests of the lathe, and have been very satisfied with it. For a Chinese 3-jaw chuck it has very little run-out.
Unlike the lathe, the chuck is not "Made in Germany". Wabeco manufactures their lathes and mills in Germany, but the accessories are imported from the East. The quality is still very nice, and easily surpasses what I have seen from e.g. Vertex.

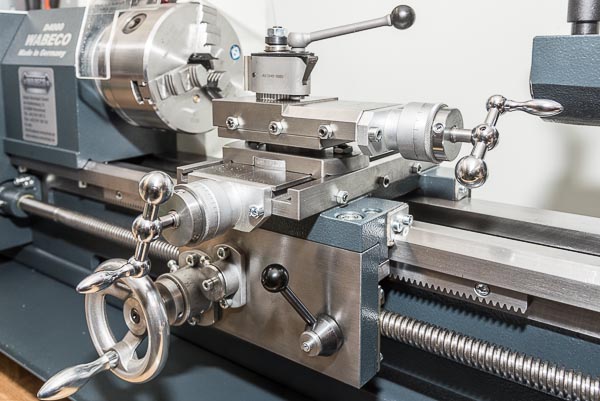
The controls are about as basic as can be. On/off switch with emergency stop, switch to select direction of turning, and electronically variable speed 30-2300rpm.
For better or worse, it uses change gears for the rest: High/low gear, screw cutting (0.25-7.0mm), and longitudinal feed rate (0.085mm and 0.16mm).
To maintain productivity, I usually plan the work so threading operations can be done with taps and dies if at all possible. All my work is built new, so I don't have to deal with strange thread pitches. I keep everything strictly metric, with the annoying exception of prototypes for optical equipment. Tripod-mounts, etc., are imperial — but there's a tap and die for that, also.

blog comments powered by Disqus
Published
Tags
Related Posts
- Choosing A Mill
- DRO Mount (Y-axis) on Sieg SX3
- DRO Mount (X-axis) on Sieg SX3
- Awesome, Inexpensive, Machine Tool Light
- Dial Indicator